V.16 (2026)
ISSN: 2306-823X
Recibido: 1/1/2026/Aceptado: 17/2/2026
Selección del material para la fabricación de las boquillas utilizadas en el proceso de extrusión de mangueras plásticas
Selection of the material for the manufacture of the nozzles used in the plastic hose extrusion process
Isabel X. García Rodríguez * isabelx@uo.edu.cu (1)
https://orcid.org/0000-0003-00080-2612
Julio César Olangua García Juli.olanga@gmail.com (1)
https://orcid.org/0009-0007-4502-9092
Manuel Cantos Macías manuelcantosmacias@gmail.com (2)
https://orcid.org/0000-0001-7589-0210
(1) Universidad de Oriente, Santiago de Cuba, Cuba (2) Universidad Técnica de Manabí, Ecuador
*Autor para correspondencia
Resumen: Se presenta un procedimiento para la selección del material para la fabricación de boquillas en un proceso de extrusión de mangueras plásticas en la Empresa Industrial Ernesto Che Guevara, de Santiago de Cuba. El estudio emplea ingeniería inversa aplicada a una pieza con más de 20 años de explotación, combinando espectrometría de emisión óptica para determinar la composición química de sus componentes (mandril, adaptador y dado) y la correlación posterior con normas internacionales DIN y AISI para identificar los aceros correspondientes. A partir de esta identificación se analizan las propiedades térmicas, mecánicas, de resistencia al desgaste y a la corrosión, así como aspectos de maquinabilidad, costo y disponibilidad en el contexto industrial cubano. Como resultado, se valida el acero W.1.2738 para el mandril y el acero AISI 1035 para el adaptador y el dado, demostrando su idoneidad tras más de dos décadas de explotación sin fallos significativos, y se proponen materiales sustitutos para escenarios de mayores exigencias de servicio. El procedimiento desarrollado proporciona una herramienta sistemática y replicable para seleccionar materiales de boquillas de extrusión en condiciones donde no se dispone de información del fabricante original o se requiere optimizar diseños existentes.
Palabras claves: aceros, diseño de máquina, polímeros, procesos industriales, resistencia de materiales, transformación de plástico
Abstract: A procedure is presented for selecting the material intended for the manufacture of nozzles in a plastic hose extrusion process, with the objective of formulating and applying a material selection procedure for the manufacture of extrusion nozzles at the Ernesto Che Guevara Industrial Company in Santiago de Cuba. The study applies reverse engineering to a nozzle that has been in operation for more than 20 years, combining optical emission spectrometry to determine the chemical composition of its components (mandrel, adapter, and die) with subsequent correlation to international DIN and AISI standards to identify the corresponding steels. Based on this identification, the thermal, mechanical, wear and corrosion resistance properties are analyzed, as well as machinability, cost, and availability within the Cuban industrial context. As a result, steel W.1.2738 was validated for the mandrel and steel AISI 1035 for the adapter and die, demonstrating their suitability after more than two decades of operation without significant failures. Substitute materials are also proposed for cases involving more demanding service conditions. The developed procedure provides a systematic and replicable tool for selecting extrusion nozzle materials in situations where information from the original manufacturer is not available or when optimization of existing designs is required.
Keywords: stells, machine desing, polymers, industrial processes, material resistance, plastic transformation
1. Introducción
La fabricación de mangueras plásticas es fundamental en diversos sectores. La máquina extrusora debe adaptarse a mercados que exigen personalización masiva, sostenibilidad y eficiencia energética (Benites et al., 2024; González et al., 2025). En este sistema la boquilla, pieza que moldea el plástico dándole la forma tubular o cilíndrica, es un elemento estratégico cuya gestión redefine la competitividad industrial (Saengow, et al., 2015).
La boquilla es fundamental en la máquina extrusora para fabricar mangueras. Debe ser adecuada en diseño y dimensiones para asegurar un flujo constante y uniforme del material, evitando estancamientos o defectos en el producto (Bouvier & Campanella, 2014). Permite adaptar la forma y dimensiones de la manguera según especificaciones técnicas, mantiene la calidad del producto al asegurar un moldeado correcto del plástico fundido, facilita la producción de diferentes tipos de mangueras y evita problemas de producción como obstrucciones o variaciones en el espesor de la pared de la manguera (Kovalenco et al., 2014).
La selección del material de una boquilla es un factor crítico que impacta en la eficiencia, calidad, costos de producción y vida útil del equipo. La boquilla debe ser compatible con el plástico que se está extruyendo y capaz de soportar altas temperaturas sin deformarse o degradarse (Beltrán & Marcilla, 2012; Álvarez, 2021).
El material más utilizado para la manufactura de moldes de inyección son los aceros. Sin embargo, este material debe poseer propiedades que determinen las condiciones de la pieza terminada, como firmeza al aplastamiento y al estiramiento, pulibilidad, tenacidad, imperfección mínima, óptima conductividad térmica, capacidad de recuperación y solidez a agentes químicos. Por esta razón, es indispensable esclarecer el tipo de masa a elaborar, el tratamiento térmico necesario, el método de vaciado del bloque y el tipo de magnitud del esfuerzo mecánico (Tang, 2024). Para ello se combinan análisis de requisitos de servicio, de proceso y de costo–beneficio.
Los criterios de selección son prácticos y alineados con estándares industriales, priorizando resistencia mecánica, térmica y química para garantizar durabilidad en moldes de extrusión. Sin embargo, muchos omiten cuantificación específica mediante normas como DIN o AISI, esenciales para comparar grados de acero en diseños críticos.
La Empresa Industrial Ernesto Che Guevara, de Santiago de Cuba fabrica mangueras de ½” (12,5 mm) con una máquina de extrusión de plástico donada por Italia. Es necesario diversificar la fabricación de los diámetros de manguera, pero la falta de boquillas de extrusión para esos casos imposibilita su elaboración.
Para la confección de otras boquillas es necesario seleccionar el material apropiado. La selección de materiales empleando el método de ingeniería inversa, asegura la identificación del material adecuado para el proceso de extrusión cuando faltan especificaciones del fabricante o se desconocen los parámetros del proceso de extrusión por falta de instrumentos de medición.
El objetivo de este trabajo es formular y aplicar un procedimiento de selección de materiales para la fabricación de las boquillas del proceso de extrusión de mangueras plásticas en la Empresa Industrial Ernesto Che Guevara, de Santiago de Cuba utilizando el método de ingeniería inversa.
2. Materiales y métodos
2.1. Boquillas de extrusión de plásticos
La boquilla constituye un elemento crítico en el proceso de extrusión de polímeros termoplásticos, actuando como interfaz final entre el sistema de plastificación y el producto conformado (Beltrán & Marcilla, 2012). Diseñada específicamente para cada geometría de perfil, la boquilla determina la sección transversal del extruido mediante la imposición de una configuración definida de flujo (Figura 1).
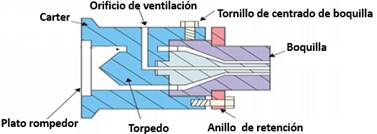
Figura 1. Cabezal donde se inserta la boquilla en el proceso de extrusión (Beltrán & Marcilla, 2012).
Se utilizó una boquilla con más de 20 años de explotación (Figura 2), conformada por tres elementos: adaptador, mandril y dado. La pieza en el momento de ser retirada del cabezal de la máquina de extrusión se encontraba en perfecto estado técnico.

Figura 2. Imagen de la boquilla empleada para el estudio.
2.2. Método de ingeniería inversa
En el estudio fue utilizado un espectrómetro de emisión óptica fabricado por Oxford Instruments. Con el espectrómetro se determinó la composición química del material de cada una de las partes de la boquilla y se identificaron los materiales de las diferentes partes de la pieza.
2.3. Procedimiento para la determinación de la composición química con el espectrómetro de emisión óptica
1. Preparación de la muestra: Se utilizó una boquilla de 50 mm de diámetro: Las tres partes de la pieza se pulieron con lija de 1 mm hasta obtener una superficie libre de óxido e impurezas. Luego se colocó en el electrodo que genera una chispa o arco eléctrico.
2. Excitación del material: La máquina aplicó una descarga eléctrica de alta energía sobre la superficie del metal. Vaporizando una pequeña cantidad de material, se generó un plasma de alta temperatura (miles de grados Celsius).
3. Emisión de luz característica: Los átomos y iones en el plasma se excitaron y emitieron luz en longitudes de onda específicas. Por ejemplo: Hierro (Fe) emite en ~371,99 nm; Aluminio (Al) en ~396,15 nm; Carbono (C) en ~193,09 nm.
4. Detección y análisis espectral: Un sistema de lentes y rejillas de difracción separó la luz en diferentes longitudes de onda. La intensidad de cada línea espectral se midió con fotodetectores (CCD o PMT). Se realizó la comparación de estas intensidades con curvas de calibración preestablecidas para determinar la concentración de cada elemento.
2.4. Procedimiento metodológico para la selección del material de la boquilla
La selección del material de los componentes de la boquilla se llevó a cabo mediante un procedimiento metodológico estructurado en etapas, que integra ingeniería inversa, análisis de servicio y verificación bibliográfica y normativa.
Este procedimiento se representa de forma esquemática en el diagrama de flujo (Figura 3). El procedimiento se desarrolla en 8 pasos que pueden integrarse en tres etapas:
I. Etapa de diagnóstico: caracterización de la boquilla existente (1); análisis de las condiciones de servicio (2).
II. Etapa de evaluación: toma de muestra y análisis químico (3); identificación de aceros (4); verificación bibliográfica y en catálogos (5); evaluación de costo y disponibilidad (6).
III. Etapa de selección: selección final de los materiales por componentes (8) y propuesta de los materiales sustitutos.
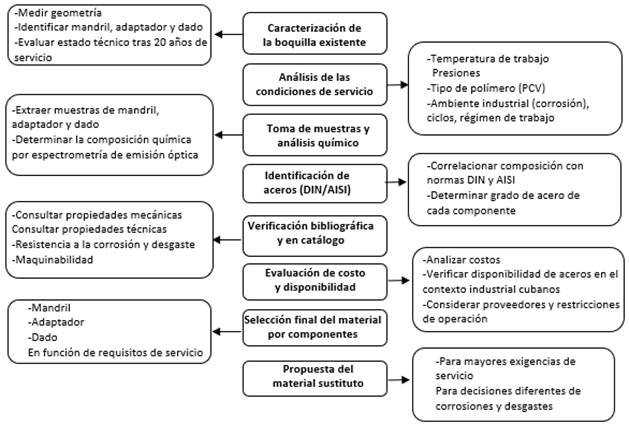
Figura 3. Diagrama de flujo para la selección del material de boquillas de extrusión por el método de ingeniería inversa.
3. Resultados y discusión
3.1. Resultados
La aplicación del procedimiento de ingeniería inversa permitió identificar los materiales de los tres componentes de la boquilla (mandril, adaptador y dado) y evaluar su idoneidad para el proceso de extrusión de mangueras plásticas en la Empresa Ernesto Che Guevara.
3.1.1. Composición química del material de la boquilla
Desarrollado el procedimiento se obtuvo la composición química de cada una de las piezas estudiadas (Tabla 1). Estos resultados constituyen la base para identificar los aceros correspondientes según normas DIN y AISI y, en consecuencia, seleccionar el material idóneo para cada componente de la boquilla.
Tabla 1. Composición química del mandril, adaptador y dado
|
Elemento |
mandril |
adaptador |
dado |
|
Fe (Hierro) |
94,4 |
98,7 |
98,1 |
|
C (Carbono) |
0,346 |
0,381 |
0,367 |
|
Si (Silicio) |
0,760 |
0,720 |
0,230 |
|
Mn (Manganeso) |
1,51 |
0,70 |
0,718 |
|
P (Fosforo) |
0,0136 |
0,0090 |
0,0102 |
|
S (Azufre) |
0,0110 |
0,0348 |
0,0339 |
|
Cr (Cromo) |
1,91 |
0,0891 |
0,0921 |
|
Mo (Molibdeno) |
0,182 |
0,0245 |
0,0283 |
|
Ni (Níquel) |
1,13 |
0,0969 |
0,104 |
|
Al (Aluminio) |
0,0073 |
0,0132 |
0,0154 |
|
Co (Cobalto) |
0,0146 |
0,0063 |
0,0064 |
|
Cu (Cobre) |
0,127 |
0,150 |
0,165 |
|
Nb (Niobio) |
0,0005 |
0,0018 |
0,0019 |
|
Ti (Titanio) |
0,0002 |
0,0141 |
0,0146 |
|
V (Vanadio) |
0,0091 |
0,0036 |
0,0042 |
|
W (Wolframio) |
0,0346 |
0,01 |
0,0183 |
|
Pb (Plomo) |
0,0082 |
0,0021 |
0,0051 |
|
Sn (Estaño) |
0,0098 |
0,0076 |
0,0096 |
|
B (Boro) |
0,0010 |
0,0022 |
0,0021 |
|
Ca (Calcio) |
0,0001 |
0,0001 |
0,0001 |
|
Zr (Zirconio) |
0,0021 |
0,0027 |
0,0032 |
|
Zn (Zinc) |
0,0036 |
0,0018 |
0,0020 |
|
Bi (Bismuto) |
0,0296 |
0,0266 |
0,0263 |
|
As (Arsenio) |
0,0117 |
0,0075 |
0,0084 |
|
Se (Selenio) |
0,0153 |
0,0142 |
0,0134 |
3.1.2. Caracterización del material de las diferentes partes de la boquilla
A partir de la composición química obtenida y la correlación con normas DIN, se identificó que el material del mandril es el acero W.1.2738. Este acero está diseñado para la industria de moldes de plásticos, en particular moldes de tamaño mediano y herramientas que requieren buena maquinabilidad, estabilidad dimensional y adecuada resistencia al desgaste en condiciones de trabajo a temperaturas típicas de extrusión. La Tabla 2 recoge las propiedades térmicas y los valores típicos de composición química reportados en la literatura técnica y por proveedores especializados.
Tabla 2. Características del acero W.1.2738
|
Propiedades térmicas |
||
|
Propiedades |
Temperatura ºC |
UM |
|
Conductividad térmica |
20 |
29 W/m K |
|
Coeficiente de expansión térmica |
20-100 100-200 >300 |
11.5 x 10-6 1/K 11,9 x 10-6 1/K 12,6 x 10-6 1/K |
|
Calor específico |
- |
470 J/kg ºC |
|
Valores típicos de composición química |
||
|
C-0,4 |
Si-0,3 |
Cr-1,9 |
|
S-0,005 |
Mn-1,5 |
Mo-0,2 |
|
P-0,012 |
Ni-1 |
- |
Las propiedades térmicas del W.1.2738 (conductividad térmica intermedia, coeficiente de expansión moderado y buena templabilidad asociada a su contenido de Ni y Cr) contribuyen a mantener la estabilidad dimensional del mandril bajo gradientes térmicos, reduciendo deformaciones y esfuerzos internos durante el flujo continuo del polímero fundido. Al mismo tiempo, su combinación de dureza alcanzable tras temple y revenido, junto con una maquinabilidad adecuada, respalda su utilización en elementos sometidos a contacto directo con el plástico fundido y a desgaste por fricción en el canal de flujo.
En el caso del adaptador y el dado, el análisis químico y la comparación con las especificaciones de la norma AISI indican que ambos componentes se corresponden con el acero AISI 1035. Este acero al carbono medio se emplea en cojinetes, engranajes y componentes estructurales que requieren resistencia mecánica moderada, buena tenacidad y facilidad de mecanizado a un costo relativamente bajo. En la Tabla 3 se muestran sus características, que incluyen rangos de composición y propiedades físicas para aplicaciones sometidas a cargas mecánicas, pero con solicitaciones térmicas menos severas que en el mandril.
Tabla 3. Características del acero 1035
|
Propiedades térmicas |
||
|
Propiedades |
Temperatura ºC |
UM |
|
Conductividad térmica |
20 |
|
|
Coeficiente de expansión térmica |
20-100 100-200 >300 |
|
|
Calor específico |
- |
|
|
Valores típicos de composición química |
||
|
C-0,32-0,40 |
Mn-0,5-0,8 |
Ni<0,3 |
|
Si-0,17-0,37 |
P,S<0,04 |
- |
|
Mn-0,5-0,8 |
Cr<0,25 |
- |
El comportamiento en servicio observado en la boquilla original confirma que el acero W.1.2738 es adecuado para el mandril y que el acero AISI 1035 satisface las exigencias mecánicas y de maquinabilidad del adaptador y el dado en las condiciones de operación de la empresa
3.1.3. Materiales sustitutos
El mandril es la pieza que entra en contacto directo con el fluido, tomando de referencia las propiedades del acero W.1.2738, por similitud en la composición química y propiedades mecánicas y térmicas, fue posible proponer materiales sustitutos (Tabla 4).
Tabla 4. Propuesta de materiales sustitutos (Qi, 2025)
|
Material |
Ventajas |
Desventajas |
|
Acero Inoxidable AISI 304 |
-Resistencia a la corrosión (ideal para plásticos no corrosivos como polietileno o polipropileno). - Soporta temperaturas superiores a 150°C -Durabilidad y fácil mantenimiento. |
Costo |
|
Acero al Carbono (con tratamiento superficial) |
- Bajo costo inicial. - Puede ser tratado superficialmente (nitrurado o recubierto) para mejorar su resistencia a la corrosión y al desgaste. |
- Sin tratamiento, es propenso a la oxidación y corrosión, especialmente con plásticos que liberan ácidos (como el PVC). |
|
Acero P20 (preendurecido) |
- Buen equilibrio entre costo y rendimiento. - Resistencia térmica adecuada para temperaturas de hasta 250-300°C. - Menos costoso que el acero inoxidable. - Bajo costo y fácil mecanizado. - La anodización mejora su resistencia a la corrosión y al desgaste. - Adecuado para temperaturas de hasta 200°C. |
- Menor resistencia al desgaste en comparación con el acero. - No recomendado para plásticos abrasivos o corrosivos. |
3.2. Discusión
3.2.1. Selección del material para la fabricación de boquillas
La composición química y las propiedades del acero W 1.2738 evidencian su idoneidad para el contacto directo con plástico fundido, debido a su alta resistencia térmica, buena conductividad y estabilidad mecánica, alineándose con los requisitos técnicos de la norma DIN (Ramos, 2012).
La estabilidad dimensional de los moldes se logra mediante aceros preendurecidos como P20 o H13, con alta resistencia térmica y baja dilatación, minimizando deformaciones por gradientes térmicos durante el flujo continuo del polímero fundido (Osswald & Hernández-Ortiz, 2018; Rauwendaal, 2014; Hernández et al., 2024). Zhao et al. (2022) muestran que los coeficientes de fricción de los recubrimientos CVD y de las probetas de acero para trabajo en caliente H13 son menores bajo condiciones de extrusión en caliente que a temperatura ambiente. El coeficiente de fricción baja a alta temperatura implica menos esfuerzo de corte y menor generación de calor adicional en la interfaz matriz–material, lo que reduce desgaste y riesgo de defectos superficiales en la extrusión.
El acero AISI H13 es ampliamente utilizado en la fabricación de moldes de extrusión y de otras herramientas para el conformado en caliente debido a su tenacidad, elevada resistencia mecánica, y dureza de aproximadamente 56 HRC (Bejarano et al., 2012)
El acero 1.2738 es un acero para moldes de plástico, utilizado principalmente en moldes para inyección de plástico. Se puede considerar una versión mejorada de la aleación 1.2311, con un contenido de níquel del 1 % que tiene un efecto positivo en la templabilidad. Este acero es mecanizable, pulible y apto para texturizado.
Virgamet, (2025) muestra las propiedades del acero W 1.2738: coeficiente de dilatación lineal: 11,2 * 10⁻⁶ m/(m·K); conductividad térmica: 35 W/(m·K); dureza (en estado recocido blando): < 235 HB y dureza (en estado templado y revenido): < 51 HRC. De igual manera expone el coeficiente de dilatación lineal del acero 1.2738, a alta temperatura y en estado templado y revenido y la conductividad térmica a alta temperatura y en estado templado y revenido.
Tratamiento térmico y mecanizado (Según Virgament, 2025)
- Forjado: 1050-850 °C
- Laminado: 1050-850 °C
- Templado: 840-870 °C
- Recocido suave: 710-740 °C
El acero 1.2738, también conocido como P20+Ni o P20Ni, tiene varios equivalentes internacionales. La Tabla 5 muestra sus equivalentes según SteelPRO Group (2025).
Tabla 5. Equivalentes del acero W 1.2738
|
Estándar |
Calificación Equivalente |
|
GB |
3Cr2MnNiMo |
|
ASTM/AISI |
P20Ni |
|
ISO |
40CrMnNiMo 8-6-4 |
|
DIN |
1.2738 |
|
JIS |
PDS5S Steel |
|
ISC |
T25553 |
La composición química determinada por espectrometría y correlacionada con normas DIN/AISI confirma el acero W.1.2738 (mandril) y AISI 1035 (adaptador/dado), cuyas propiedades térmicas y mecánicas —conductividad 29-35 W/mK, estabilidad hasta 300°C— coinciden con literatura especializada para moldes de extrusión de PVC (Virgamet, 2025; SteelPRO Group, 2025). Esta selección alinea con prácticas industriales establecidas, como el uso de aceros preendurecidos tipo P20+Ni para contacto directo con polímeros fundidos (Osswald & Hernández-Ortiz, 2018).
El resultado garantiza recomendar con alto grado de fiabilidad para la fabricación de la matriz de las boquillas de diferentes diámetros el acero W 1.2738 según norma DIN o en el acero P20Ni según ASTM/AISI, además de que aporta la desventaja de emplear otros aceros usados comúnmente en la fabricación de moldes como el AISI H13.
Para el adaptador y el dado el acero AISI 1035 cumple con características mecánicas moderadas, buena trabajabilidad y resistencia necesaria para piezas que, aunque no están en contacto directo con el plástico fundido, soportan cargas mecánicas significativas. En el caso del acero AISI 1035 se pueden aplicar regímenes de temple y revenido convencionales para aceros al carbono medio, para ajustar la dureza y la tenacidad a los requisitos de servicio. La Tabla 6 muestra un régimen típico de tratamiento térmico recomendado para este acero, adecuado para componentes sometidos a cargas mecánicas moderadas en procesos de extrusión de PVC.
Tabla 6. Régimen típico de temple y revenido para el acero AISI 1035 (Qi, 2025)
|
Etapa |
Parámetro |
Rango típico |
|
Austenización |
Temperatura |
840–870 °C |
|
|
Tiempo de mantenimiento |
30–60 min (según sección) |
|
Temple |
Medio de enfriamiento |
Agua o aceite templante |
|
|
Temperatura de salida |
Ambiente |
|
Revenido |
Temperatura |
500–600 °C |
|
|
Tiempo de mantenimiento |
60–120 min |
|
Propiedad resultante |
Dureza esperada |
≈ 180–220 HB |
En cuanto a maquinabilidad, el AISI 1035 se suministra habitualmente en estado laminado o normalizado con durezas en el entorno de 150–190 HB, lo que permite operaciones de torneado, taladrado y fresado con herramientas de metal duro o HSS a velocidades de corte moderadas. Goyal et al. (2022) consideran que la combinación de dureza media y buena respuesta al mecanizado reduce tiempos de fabricación y costos de herramienta, lo cual es ventajoso para adaptadores y dados donde el acabado geométrico y dimensional es crítico pero las exigencias térmicas son inferiores a las del mandril. Teniendo en cuenta que estos componentes no están en contacto directo con el polímero fundido, la priorización de maquinabilidad y costo frente a máxima resistencia al desgaste resulta coherente con la función que desempeñan en la boquilla.
El AISI 1035 es un acero de medio carbono (aproximadamente 0.35 % C). Se considera adecuado para componentes como dados y adaptadores en boquillas de extrusión debido a su equilibrio entre resistencia, tenacidad y maquinabilidad. Ofrece una resistencia a la tracción típica de 585-660 MPa y buena ductilidad (17-23 % de alargamiento), lo que permite soportar cargas moderadas y esfuerzos de desgaste en procesos de extrusión de plásticos o metales, donde se requiere precisión dimensional tras tratamientos térmicos (Jiménez-Lugo et al., 2022; Velepucha et al., 2023).
El acero AISI 1035 presenta una resistencia moderada a la corrosión, especialmente en condiciones atmosféricas. Sin embargo, es susceptible a la corrosión por picaduras en entornos con cloruros y no debe utilizarse en condiciones ácidas sin recubrimientos protectores. En comparación con aceros inoxidables como el 304 o el 316, la resistencia a la corrosión del acero 1035 es significativamente menor, lo que lo hace menos adecuado para aplicaciones en entornos marinos o altamente corrosivos (Liu et al., 2015).
En los procesos de extrusión de PVC el polímero puede liberar HCl y otros compuestos clorados, especialmente bajo condiciones de degradación térmica, los cuales pueden acelerar la corrosión de aceros al carbono como el AISI 1035 si no se emplean recubrimientos o prácticas adecuadas de mantenimiento. En el caso analizado, las condiciones reales de operación (temperaturas controladas, ciclos de producción y limpieza y ausencia de atmósferas altamente agresivas) y la posibilidad de aplicar recubrimientos o tratamientos superficiales permiten mitigar estos efectos. Por tanto, para la extrusión de perfiles de PVC, el AISI 1035 es aceptable bajo las condiciones específicas de trabajo analizadas y con prácticas de protección superficial y mantenimiento, aunque aceros inoxidables ofrecerían mayor margen de seguridad en ambientes corrosivos.
Propiedades físicas claves, como la densidad y el punto de fusión, son cruciales para aplicaciones que implican altas temperaturas. La conductividad térmica indica que el acero AISI 1035 puede disipar el calor eficazmente, lo cual resulta beneficioso en aplicaciones donde la gestión térmica es esencial (Roque-Villalonga & Camaraza-Medina, 2023).
El contenido superior de níquel y cromo del acero W.1.2738 respecto al AISI 1035 mejora de forma significativa su templabilidad, dureza y resistencia al desgaste, lo que resulta especialmente relevante para el mandril, sometido a contacto directo con el plástico fundido y a mayores gradientes térmicos. Estas aleaciones favorecen una mayor estabilidad dimensional en el rango típico de temperaturas de extrusión, reduciendo deformaciones por dilatación desigual y concentraciones de tensiones en servicio. Para el mandril la combinación de Ni y Cr representa una ventaja frente a un acero al carbono medio como el 1035, mientras que, para el adaptador y el dado, que trabajan a menor solicitación térmica y sin contacto directo con el polímero fundido, el acero AISI 1035 ofrece un compromiso adecuado entre resistencia mecánica y costo.
3.2.2. Evaluación de materiales sustitutos
El acero inoxidable AISI 304 destaca por su resistencia química, especialmente para plásticos que no liberen compuestos corrosivos y su capacidad para operar a temperaturas superiores a 150 oC, aumentando la durabilidad y facilidad en el mantenimiento (Tang, 2024). Sin embargo, el costo es un factor a ponderar frente al acero al carbono con tratamientos superficiales, que, aunque más económico tiene riesgos de oxidación si no se protegen adecuadamente (Saengow et al. 2015).
A partir de la identificación de W.1.2738 para el mandril y AISI 1035 para el adaptador y el dado, se realizó una evaluación cualitativa frente a otros aceros usualmente empleados en moldes y herramientas para extrusión e inyección, tales como AISI H13, P20 y aceros inoxidables. Esta comparación consideró propiedades físico‑químicas clave (resistencia al desgaste, estabilidad térmica y resistencia a la corrosión), así como aspectos de costo, disponibilidad en el contexto cubano y facilidad de mecanizado.
Aceros como H13 presentan una resistencia superior y alta dureza en caliente, lo que los hace adecuados para matrices sometidas a ciclos térmicos intensos, pero su costo y mayor complejidad de mecanizado pueden resultar desventajosos para aplicaciones de extrusión de PVC de carga térmica moderada. Solano Celleri (2025) plantea un costo estimado de 1625,40 USD en matrices de extracción.
El acero P20 y sus variantes (incluyendo P20Ni, equivalente al W.1.2738) ofrecen un compromiso favorable entre resistencia mecánica, templabilidad, estabilidad dimensional y maquinabilidad, razón por la cual son ampliamente utilizados en moldes de plástico y resultan coherentes con el material identificado en el mandril.
Por otra parte, los aceros inoxidables como el AISI 304 proporcionan una resistencia muy elevada a la corrosión y buena respuesta frente a plásticos no corrosivos, pero su mayor costo y menor facilidad de mecanizado, junto con la disponibilidad limitada en el entorno industrial cubano, los hacen menos atractivos como solución general para todos los componentes de la boquilla. En cambio, el acero AISI 1035, empleado en el adaptador y el dado, ofrece un equilibrio adecuado entre resistencia, tenacidad y maquinabilidad a un costo reducido, lo que es particularmente relevante en piezas que no están en contacto directo con el polímero fundido y trabajan a menores gradientes térmicos.
Los resultados de la caracterización y la comparación cualitativa frente a otros aceros candidatos respaldan la validación del acero W.1.2738 como material idóneo para el mandril y del acero AISI 1035 para el adaptador y el dado. Además, permiten proponer materiales sustitutos para escenarios de mayores exigencias de servicio o diferentes condiciones de corrosión y desgaste.
3.3.3. Metodología propuesta
La propuesta aplicada fue organizada en etapas sucesivas que integran ingeniería inversa, análisis de servicio y verificación normativa y bibliográfica. Esta secuencia metodológica, guía desde la caracterización de la boquilla existente y la determinación de la composición química hasta la identificación de los aceros según normas DIN/AISI, la evaluación de propiedades, costos y disponibilidad, y la selección final de materiales y posibles sustitutos para cada componente. La metodología propuesta no solo estructura el proceso seguido, ofrece además un esquema replicable para otras aplicaciones industriales donde se requiera seleccionar materiales de boquillas de extrusión a partir de equipos sin información detallada del fabricante original.
La selección del material adecuado para cada componente de la boquilla optimiza la eficiencia de la extrusora, mejora la calidad del producto final y reduce costos asociados a mantenimiento y reemplazo prematuro. La capacidad de adaptar el material de la boquilla a las condiciones específicas del proceso y el tipo de polímero a extruir se traduce en una ventaja competitiva significativa (Patrick, 2002).
La investigación presentada facilita el proceso de selección del material de las tres partes que forman la boquilla de extrusión, empleando el método de ingeniería inversa se asegura, la fiabilidad del proceso. La propuesta de material sustituto amplia el espectro de selección atendiendo a criterios de beneficio/costo.
El estudio aporta una atractiva metodología que garantiza la fabricación de boquillas con alto grado de seguridad especialmente cuando faltan especificaciones del fabricante original o se busca optimizar diseños existentes
4. Conclusiones
Se formuló y aplicó un procedimiento de selección de materiales para la fabricación de boquillas del proceso de extrusión de mangueras plásticas en la Empresa Industrial Ernesto Che Guevara, integrando ingeniería inversa, análisis químico por espectrometría de emisión óptica y correlación con normas DIN y AISI.
A partir de la composición química obtenida y de la información normativa y bibliográfica, se identificó el acero W.1.2738 como material adecuado para el mandril, debido a su combinación de resistencia al desgaste, estabilidad térmica y maquinabilidad en condiciones típicas de extrusión de plásticos.
El adaptador y el dado se identificaron como componentes fabricados en acero AISI 1035, cuyas propiedades mecánicas moderadas, buena maquinabilidad y comportamiento satisfactorio tras más de 20 años de servicio lo respaldan como opción apropiada para estos elementos estructurales de la boquilla.
Referencias bibliográficas
Álvarez Pérez, J.A. (2021). Disminución en la densidad en mangueras de PVC tipo rural mediante espumantes y polímeros alternativos [Tesis de Maestría, CIATEX, AC]. https://ciateq.repositorioinstitucional.mx/jspui/handle/1020/500
Bejarano, G., Gómez, M., & Arroyabe, M. (2012). Deposición y caracterización de un sistema de recubrimiento duplex aplicado sobre acero para trabajo en caliente AISI H13. Revista Latinoamericana de Metalurgia y Materiales, 32(2), 218–224. https://ve.scielo.org/scielo.php?script=sci_abstract&pid=S0255-69
Beltrán, M., & Marcilla, A. (2012). Tecnología de polímeros. Procesado y propiedades Universidad de Alicante. Servicio de Publicaciones.
Benites, A.C., Maza, K.M., Moreno, S.H., & Garnique, J.V. (2024). Implementación de un prototipo de máquina extrusora de filamento RPTE de impresión 3D. Ingenio Magno, 15(1), 1-22. https://revista.santototunja.edu.co/index.php/ingeniomagno/article/view/3115
Bouvier, J.M., & Campanella, O.H. (2014). Extrusion processing technology: Food and non-food biomaterials. Chichester. https://doi.org/10.1002/9781118541685
Goyal, A., Singh, H., Goyal, R., Singh, R., & Singh, S. (2022). Recent advancements in abrasive flow machining and abrasive materials: A review. Materials Today: Proceedings, 56, 3065-3072. https://doi.org/10.1016/j.matpr.2021.12.109
Hernández, M.H., Lemus, V.H., & Gutiérrez, J.T. (2024). Importancia del tratamiento térmico en el análisis de la microestructura del acero H13 para texturizado. Ciencia Latina, Revista Multidisciplinar, 8(1). https://doi.org/10.37811/cl_rcm.v8i1.10461
Jiménez-Lugo, J.C., Cabrera-Marrero, J.M., Chávez-Alcalá, J.F., Hallen-López, J.M., & López-Rodríguez, J. (2022). Constitutive modeling of hot deformation of carbon steels in the intercritical zone. Materials Research, 25. https://doi.org/10.1590/1980-5373-MR-2021-0275
Kovalenko, K.G., Sivetskii, V.I., & Sokol’skii, A.L. (2014). Design of an extrusion die for plastic profiles. Chemical and petroleum engineering, 49(9), 675-678. https://doi.org/10.1007/s10556-014-9817-x
Liu, H., Xu, D., Quang, A., Zhang, G., Lv, Y., & Liu, H. (2015). Study of corrosion behavior and mechanism of carbon steel in the presence of Chlorella vulgaris. Corrosion Science, 101, 84–93. https://doi.org/10.1016/j.corsci.2015.09.004
Osswald, T.A., & Hernández-Ortiz, J.P. (2018). Polymer processing: modeling and simulation. Hanser. https://doi.org/10.1007/978-3-446-41286-6
Patrick, U. (2002). Extrusion die design for flow balance using FE and optimization methods. International Journal of Mechanical Sciences, 44(2), 319–341. https://www.sciencedirect.com/science/article/abs/pii/S0020740301000935
Qi, C. (2025). Analysis of the application of injection molding technology in the manufacturing industry. International Journal of Applied Science, 8(3), 30–30. https://doi.org/10.30560/ijas.v8n3p30
Ramos, L.F. (2012). Extrusión de plástico, principios básicos. LIMUSA.
Rauwendaal, C. (2014). Polymer extrusion. Carl Hanser Verlag GmbH Co Kg. https://shop.elsevier.com/books/polymer-extrusion/rauwendaal/978-1-56990-516-6
Roque-Villalonga, G., & Camaraza-Medina, Y. (2023). Modelación empírica de la conductividad térmica para un grupo de aceros. DYNA, 89(224). https://doi.org/10.15446/dyna.v89n224.103879
Saengow, C., Giacomin, A.J., & Kolitawong, C. (2015). Extruding plastic pipe from eccentric dies. Journal of Non-Newtonian Fluid Mechanics, 223, 176-199. https://www.sciencedirect.com/science/article/abs/pii/S0377025715001147
Serrano, S., Castellanos, L.Y., & Maturano, B.A. (2025). Diseño de máquina extrusora avanzada para transformar el PET. Ciencia Latina: Revista Multidisciplinar, 9(1), 165-180. https://doi.org/10.37811/cl_rcm.v9i1.15521
Solano Celleri, J.D. (2025). Diseño de un dado de extrusión con control de temperatura para el proceso de conformado de materiales poliméricos reciclados. [Tesis de licenciatura, Universidad Politécnica Salesiana]. https://dspace.ups.edu.ec/bitstream/123456789/31459/1/UPS-CT012384.pdf
SteelPRO Group. (2025). P20Ni|1.2738|P20+Ni tool steel for plastic mold. https://steelprogroup.com/tool-steel/grades/1-2738/
Tang, M. (2024). Aceros para herramientas de moldes de inyección. https://zetarmold.com/es/acero-para-moldes-de-inyeccion/
Velepucha, J.M., Hidrovo, D.B., Zambrano, J.W., & Zabrano, M., (2023). Characterization of stell 1018, 1020, and df2 according to the SAE standard (Sciety of Automotive Engineer). Journal Scientific MqR Investigar, 7(2), 130-147. https://doi.org/10.56048/MQR20225.7.2.2023
Virgamet. (2025). 1.2738, AISI P20+Ni, 40CMND. Plastic mould steel. https://virgamet.com/offer/1-2738-40crmnnimo864-aisi-p20-ni-40cmnd-plastic-mould-steel
Zhao, L., Zhou, K., Tang, D., Wang, H., Li, D., & Peng, Y. (2022). Experimental and numerical study on friction and wear performance of hot extrusion die materials. Materials, 15(5), 1798. https://doi.org/10.3390/ma15051798
Conflicto de intereses: Los autores declaran que no existen conflictos de intereses.
Contribución de autoría según taxonomía CRediT
Isabel X. García Rodríguez: Conceptualización/Metodología/Redacción - borrador original
Julio Cesar Olangua García: Análisis formal/Metodología/Investigación
Manuel Cantos Macías: Validación/Conceptualización/Redacción – revisión y edición