V.16 (2026)
ISSN: 2306-823X
Recibido: 24/2/2026/Aceptado: 29/3/2026
Evaluación de la vida remanente de recipientes a presión de Gas Licuado del Petróleo ubicados en zonas costeras
Assessment of the Remaining Life of Liquefied Petroleum Gas Pressure Vessels Located in Coastal Areas
Julio Rizo Pérez* jcrizo@tm.cupet.cu (1)
https://orcid.org/0009-0004-4013-9792
Ángela Cantos Macías angela.cantos@utm.edu.ec (2)
https://orcid.org/0000-0001-9350-9655
Isabel Xiomara García Rodríguez isabelx@uo.edu.cu (3)
https://orcid.org/0000-0003-0028-2612
Manuel Cantos Macías manuelcantosmacias@gmail.com (2)
https://orcid.org/0000-0001-7589-0210
(1) Unidad Básica Económica Tecnomática, Santiago de Cuba, Cuba (2) Universidad Técnica de Manabí, Portoviejo, Ecuador (3) Universidad de Oriente, Santiago de Cuba, Cuba
* Autor para la correspondencia
Resumen: Los recipientes a presión de gas licuado del petróleo (GLP) ubicados en zonas costeras están expuestos a corrosión externa acelerada por aerosoles marinos y humedad, lo que compromete su vida útil y seguridad operativa. El objetivo de este trabajo fue determinar la velocidad de corrosión y evaluar la vida remanente del recipiente No. 4 (5 m³, acero SA516Gr70) de la batería de GLP del Hotel Brisas Guardalavaca, Holguín, Cuba, mediante inspección conforme a la norma API 510. Se realizaron mediciones de espesores por ultrasonido en puntos críticos y medición directa de profundidad de pitting en las zonas más afectadas. Los resultados muestran un contraste significativo entre ambos métodos: el ultrasonido indicó tasas globales de corrosión de 0–0,04 mm/año y una vida remanente aproximada de 80 años, mientras que el pitting reveló tasas localizadas de 0,4–1,0 mm/año y una vida remanente cercana a 1 año en áreas críticas. Esto confirma que la integridad del recipiente está gobernada por corrosión localizada y no por pérdida uniforme de espesor. Se recomienda priorizar el control de las picaduras profundas e implementar medidas de intervención o retiro oportuno en recipientes con proyección de pérdida crítica de vida útil, para proteger la integridad de la instalación y la seguridad de las personas.
Palabras claves: recursos combustibles, industria del gas, combustible gaseoso
Abstract: Pressure vessels for liquefied petroleum gas (LPG) located in coastal areas are exposed to accelerated external corrosion due to environmental factors such as marine aerosols and humidity, which limits their service life and poses operational safety risks. The objective of this study was to determine the corrosion rate and assess the remaining life of vessel number 4 (5 m³, SA516Gr70 steel) from the LPG battery at Hotel Brisas Guardalavaca (Holguín, Cuba), through inspection following API 510 standards. Ultrasonic thickness measurements (DMS Go+ equipment, DA512 transducer) were performed at pre-identified critical points (CMLs), and direct pitting depth measurements were taken with a gauge in the most affected areas of the heads and cylindrical shell, calculating short-term corrosion rates (2022-2024) and remaining life. The results show that the dominant damage mechanism is pitting corrosion, with global ultrasonic rates of 0–0.04 mm/year (remaining life ≈ 80 years) but localized pitting rates of 0.4–1.0 mm/year (remaining life ≈1 year in critical zones), demonstrating that vessel integrity is controlled by localized defects. It is concluded that evaluations of coastal LPG vessels must prioritize localized corrosion to establish conservative inspection intervals and mitigation actions.
Keywords: Fuel resources, gas resources, gas feul
1. Introducción
Un recipiente a presión de Gas Licuado de Petróleo (GLP) está diseñado para almacenar gases o líquidos a presiones superiores a la atmosférica, bajo estrictas regulaciones y normas técnicas para garantizar la seguridad e integridad estructural del equipo (Venegas-Vásconez et al., 2026). La vida remanente de estos recipientes el tiempo estimado durante el cual puede seguir operando de manera segura, considerando los mecanismos de deterioro a los que está expuesto (API 2022). El retiro a tiempo del servicio de un recipiente a presión con daños no admisibles según los códigos, normas o reglamentos de inspección puede evitar daños mayores en los que pudieran verse implicado la pérdida de vida humana y pérdidas materiales y económicas de grandes dimensiones (Venegas-Vásconez et al., 2024; Molina et al., 2025).
El GLP se almacena fundamentalmente en recipientes de acero al carbono de baja aleación. El principal mecanismo de afectación lo constituye la corrosión por pitting en la superficie externa (Frankel, 1998; Szklarska-Smialowska, 2005). La morfología de este tipo de corrosión dificulta la evaluación exacta de sus dimensiones, principalmente la mayor profundidad que corresponde al menor espesor remanente (Sun et al., 2024; Shekari, 2017; Moreira & Borges, 2022). La importancia de determinar los daños producidos por corrosión en la superficie exterior, permite comparar los valores de espesor remanente con los valores de límite de retiro y a partir del cálculo de la velocidad de corrosión determinar la vida útil remanente del recipiente (Gómez, 2022; Melchers & Tan, 2023; Ginting et al., 2023).
Estudios técnicos han desarrollado modelos y procedimientos para la evaluación de componentes sometidos a presión, incluyendo el cálculo de vida útil remanente, velocidad de corrosión y criterios de aceptación o rechazo, aplicando métodos tradicionales e innovaciones tecnológicas (Jarić et al., 2021; Gómez & López, 2022; Silva, 2023; Tai et al., 2025;). Sin embargo, en recipientes de GLP costeros, es necesario realizar la comparación entre ultrasonido (espesores promedio) y medición directa de pitting para estimar vida remanente real (Abdulameer et al., 2024; Rosenberger, 2024).
Los recipientes a presión de servicio de GLP situados cercanos al mar como los ubicados en las zonas hoteleras del polo turístico de Guardalavaca tienen tendencia a sufrir pérdidas de espesores en la superficie exterior del cuerpo a presión, debido a los procesos de corrosión ambiental. Aunque se han realizados estudios de caracterización de estos procesos de agresividad corrosiva en zonas cercanas (Castañeda et al., 2015), no se ha encontrado en la literatura un valor de velocidad de corrosión que permita evaluar la vida remanente de los recipientes a presión de GLP ubicado en zonas costeras.
El objetivo del trabajo es determinar la velocidad de corrosión y evaluar la vida remanente del recipiente número 4 de la batería de GLP del Hotel Brisas Guardalavaca (Holguín, Cuba), mediante inspección conforme a la norma API 510 (2022).
2. Materiales y métodos
2.1. Materiales
2.1.1. Recipiente GLP
En la Figura 1 se muestra una vista panorámica de la batería de recipientes de GLP, donde se aprecia la disposición relativa de los tanques y la ubicación del recipiente 4 seleccionado para el estudio. Los recipientes 1, 2 y 3 fueron cambiados en el año 2024, en la fecha de la inspección no mostraban daños evidentes. El recipiente 4 se encuentra en explotación desde creado el hotel.

Figura 1. Vista general de la batería de recipientes de GLP del Hotel Brisas Guardalavaca, indicando la posición del recipiente 4.
El objeto de estudio fue el recipiente número 4 (5 m³, acero SA516Gr70) de volumen, construido en la fábrica Quintín Banderas ubicada en el municipio Plaza de la Revolución en la Habana. En la elección del recipiente prevaleció el criterio: daños que posee en la superficie exterior (Figura 2).
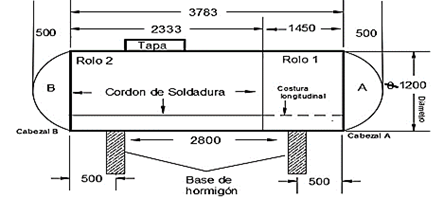
Figura 2. Características de diseño del recipiente 4 perteneciente a la batería de GLP del Hotel Brisas Guardalavaca.
La Figura 2 muestra el esquema del recipiente 4 de GLP donde se indican sus principales dimensiones geométricas (diámetro, longitud del virol, geometría de los cabezales). Los datos de diseño más relevantes (presión de operación, presión de prueba y material de fabricación) según la chapilla del fabricante se aprecian en la tabla 1.
Tabla 1. Datos de diseño del recipiente
|
Clave de identificación |
Recipiente No. 4 |
|
Origen |
Cuba |
|
Fabricante |
SIME Quintin Banderas |
|
Capacidad (c) |
5000 litros |
|
Espesor mínimo de las tapas (tc) |
10 mm |
|
Espesor mínimo del cuerpo (te) |
10 mm |
|
Presión de trabajo (Pt) |
2.5 MPa |
|
Presión de prueba (Pp) |
1.7 MPa |
|
Tipo del cabezales |
Semielipticos |
|
Tipo del recipiente |
Cilíndrico horizontal |
|
Material de fabricación |
SA516gr70 |
2.1.2. Equipo de ultrasonido
Las mediciones de espesores fueron realizadas por medio del equipo de ultrasonido marca General Electric modelo DMS Go, con representación A-Scan y método de medición por ecos múltiples. El equipo DMS Go+ ofrece alta estabilidad de medición y fiabilidad gracias a su procedimiento de retorno a cero, regulación automática de la amplificación para una mejor reproducibilidad en verificaciones de corrosión, reconocimiento automático del transductor ores de diálogo, configuración y rendimiento óptimo del dispositivo y alta precisión de medición especialmente gracias a los datos de correcciones de errores de difracción guardados. Funciona con un transductor con medición en el flanco del eco o el pico del eco Dual-Multi para la medición a través de revestimiento. Su rango de medición 0,25 a 14000 mm (acero), en función del palpador, el material y la superficie y la resolución digital 0,01 mm o 0,1 mm (seleccionable) en todo el rango de medición (Manual de explotación DMS Go+).
2.1.3 Traductor DA512
Para generar y receptar la onda ultrasónica se empleó el transductor DA512 de doble cristal y 7,5 mHz de frecuencia del pulso de sonido, marca Krautkramer. El palpador DA 512 está diseñado para materiales de granos fino, posee alta sensibilidad, frecuencia de 7,5 mHz, diámetro de contacto de 7,5 mm y un rango de medición de 0,80 mm a 75 mm (Brammertz, 2026).
2.1.4. Patrón escalonado
El ajuste del equipo fue empleando el patrón escalonado de 1 a 10 mm en pasos de 1 mm mostrado en la figura 3.

Figura 3. Patrón escalonado de 1 a 10 mm en pasos de 1 mm.
2.1.5. Galga
Las mediciones de profundidades de los pitting ubicados en la superficie exterior fueron realizadas por medio de la galga GAL GAGE CO: 269-465-5750
2.2. Métodos
2.2.1. Observación científica
Se realiza una inspección visual por la parte exterior del recipiente para localizar daños en la superficie exterior e identificar el y/o los mecanismos de daños.
2.2.2. Medición de espesores
El procedimiento de cálculo adoptado en este trabajo se fundamenta en la norma API 510, la cual establece que la evaluación de recipientes a presión en servicio debe apoyarse en la determinación de tasas de corrosión a corto y largo plazo, así como en el cálculo de la vida remanente a partir del espesor mínimo requerido y del espesor disponible en el componente. Las expresiones seleccionadas permiten cuantificar la pérdida de material en función del tiempo y estimar, de manera conservadora, el margen de operación segura del recipiente. Cuando existe corrosión localizada resulta necesario emplear la tasa asociada al daño más severo, ya que el comportamiento estructural está gobernado por las zonas de menor espesor remanente y no por los promedios globales.
La estimación de la incertidumbre se realizó a partir de la resolución instrumental, la calibración mediante patrón escalonado, la repetibilidad de las mediciones y las condiciones de acceso a la superficie inspeccionada. En consecuencia, se adoptó una incertidumbre expandida de 0,13 mm para el ultrasonido y de 0,16 mm para la medición con galga, valores que se consideraron en el análisis de variación temporal de los espesores. Adicionalmente, se efectuó una validación cruzada entre ambas técnicas, comparando los espesores globales medidos por ultrasonido con las profundidades máximas de pitting obtenidas en las zonas críticas, con el propósito de verificar la consistencia de los resultados y evaluar la representatividad de cada método frente al mecanismo de daño predominante.
La velocidad de corrosión a largo plazo se determinó mediante la expresión 1. Esta ecuación se emplea para estimar una tendencia global de pérdida de espesor cuando las mediciones disponibles abarcan un intervalo mayor de dos años, conforme al procedimiento recomendado por API 510.
![]()
Donde
ei: espesor medido inicialmente
eA: espesor actual
ti: tiempo inicial
tA: tiempo transcurrido hasta medición actual.
La velocidad de corrosión a corto plazo se calculó mediante la ecuación 2. Esta expresión se utiliza cuando las mediciones comparadas corresponden a un intervalo no mayor de dos años, y permite reflejar con mayor sensibilidad la evolución reciente del daño.
![]()
Donde
ep: espesor medido en una fecha previa a la medición actual
eA: espesor actual
tp y tA: tiempos correspondientes a ambas lecturas.
La vida remanente del recipiente se estimó a partir de la ecuación 3 que relaciona la reserva de espesor disponible con la velocidad de deterioro, permitiendo estimar el tiempo durante el cual el equipo puede seguir operando antes de alcanzar el límite mínimo admisible.
![]()
Donde
ep: espesor previo
eR: espesor requerido, TC la tasa o velocidad de corrosión.
2.2.3. Tratamiento estadístico de los datos de corrosión
Los valores de espesor y profundidad de pitting fueron procesados mediante estadística descriptiva básica. Para cada zona evaluada se determinaron los valores mínimos, máximos, promedio y la dispersión de las mediciones, lo cual permitió apreciar el grado de variabilidad espacial del daño. Este tratamiento estadístico aporta información sobre la heterogeneidad del deterioro, en particular sobre la diferencia entre los espesores promedio medidos por ultrasonido y las profundidades máximas de pitting. La interpretación de los resultados debe basarse en los valores extremos observados en las zonas críticas, que condicionan el comportamiento estructural del equipo.
3. Resultados
3.1. Distribución espacial de la corrosión localizada
La inspección visual realizada sobre el recipiente permitió constatar que la corrosión por pitting no se distribuye de manera homogénea sobre la superficie externa, sino que se concentra en regiones específicas del cuerpo cilíndrico, los cabezales y las zonas inferiores próximas a la base. Esta distribución confirma que el mecanismo de daño predominante es de carácter localizado y, por tanto, la severidad del deterioro no puede ser representada adecuadamente mediante valores promedio de espesor.
En la evaluación global del recipiente se identificaron áreas con distintos grados de afectación, desde picaduras incipientes hasta cavidades de mayor profundidad. Aunque para el análisis cuantitativo se seleccionaron los puntos de mayor severidad en cada sección, la observación integral del equipo permitió verificar la existencia de otras zonas con presencia de corrosión localizada menos intensa. En este sentido, los puntos analizados representan las condiciones más críticas observadas dentro de cada sector, pero no agotan la caracterización de toda la envolvente.
Particular atención merece la zona de base y contacto con las superficies de apoyo, donde se observó acumulación de humedad y depósitos superficiales que favorecen la retención de contaminantes y la aparición de corrosión localizada. Este comportamiento es consistente con la tendencia de las áreas de contacto al presentar menor ventilación, drenaje deficiente y condiciones propicias para el desarrollo de mecanismos de degradación acelerada. Por ello, la base debe considerarse como una región relevante en la evaluación de integridad del recipiente, aun cuando las mediciones principales se hayan concentrado en cabezales y cuerpo cilíndrico.
El análisis estadístico permitió identificar la estabilidad o variabilidad del proceso corrosivo en cada sector. En las zonas donde la dispersión es baja, la pérdida de material tiende a ser más uniforme; sin embargo, en aquellas con alta dispersión se confirma la presencia de picaduras aisladas de mayor profundidad. Este hecho resulta particularmente importante para la planificación de inspecciones futuras, ya que sugiere la necesidad de incrementar la frecuencia de vigilancia en las áreas donde se concentran los mayores contrastes entre valores promedio y máximos.
Derivado de las inspecciones realizadas, se identificaron daños en la parte exterior del recipiente, en el cuerpo cilíndrico, la base, la parte inferior del cuerpo, la superior y las tapas, en la tabla 2 se muestran las afectaciones en los cabezales (zonas de alta dispersión). La figura 4 muestra las zonas afectadas por corrosión en los cabezales A y B del recipiente 4, donde se identifican áreas específicas (Zonas 1–4) con presencia de pitting en la superficie exterior que posteriormente fueron seleccionadas para la medición detallada de espesores y profundidades de picaduras.
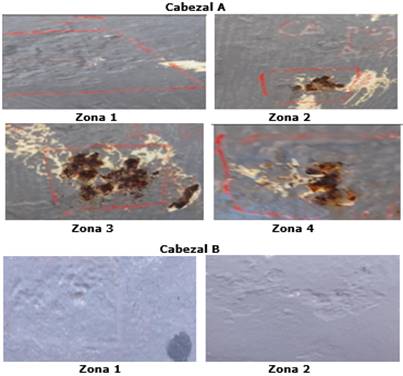
Figura 4. Evidencia de los daños en cabezales del recipiente.
El tipo de daño identificado fue la corrosión por pitting (figura 5). Se observan picaduras de distinta morfología y tamaño que concentran la pérdida de material en puntos específicos y constituyen las zonas críticas consideradas en el análisis de velocidad de corrosión y vida remanente.

Figura 5. Área afectada por corrosión por pitting. (Parte inferior del recipiente).
3.1.1. Espesores por el método de ultrasonidos
En la tabla 2, se muestran los valores promedios de los espesores mínimos en cada elemento de formación de la envolvente del recipiente a presión tomados en inspecciones realizadas entre los años 2022 y 2024. La estimación de la incertidumbre de la medición realizada fue de 0,13 mm.
Tabla 2. Valores promedio mínimo de espesores
|
Elemento |
Espesores ( mm ) |
|
|
Año 2022 |
Año 2024 |
|
|
Cabezal A |
9,92 |
9,90 |
|
Cabezal B |
9,83 |
9,82 |
|
Rolo 1 |
9,90 |
9,90 |
|
|
9,83 |
9,82 |
A partir de los valores de espesores tomados por ultrasonidos se obtuvieron los perfiles de espesores en forma de corte de la sección transversal de la pared del recipiente. La figura 6 muestra los perfiles de espesores medidos por ultrasonido en los distintos elementos del recipiente 4 (cabezales y virolas), donde se representan los valores mínimos registrados entre 2022 y 2024 a lo largo de la sección transversal de la pared, mostrando la distribución espacial de la pérdida de espesor en la superficie exterior.
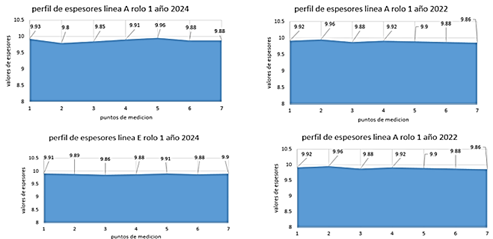
Figura 6. Perfiles de espesores medidos por ultrasonido.
3.1.2. Medición de profundidad de pitting con galga
En tabla 3 se muestran los valores promedios de los valores de profundidad de pitting obtenidos y el espesor remanente en los puntos más profundos de las áreas dañadas. La estimación de la incertidumbre de la medición realizada fue de 0,16 mm.
Tabla 3. Valor promedio de profundidad máxima de pitting y espesor remanente
|
Elemento |
Zona |
Inspección 2022 |
Inspección 2024 |
||
|
Prof.Max. Prom. |
Espesor remanente |
Prof.Max. Prom. |
Espesor remanente |
||
|
Cabezal A |
1 |
0,70 |
9,3 |
1,7 |
8,30 |
|
2 |
0,60 |
9,40 |
2,6 |
7,40 |
|
|
3 |
0,70 |
9,30 |
1,7 |
8,30 |
|
|
4 |
0,70 |
9,30 |
1,7 |
8,30 |
|
|
Cabezal B |
1 |
0,80 |
9,20 |
1,6 |
8,40 |
|
2 |
0,60 |
9,40 |
1,8 |
8,20 |
|
3.1.3. Velocidad de corrosión
Los resultados de la velocidad de corrosión a corto plazo teniendo en cuenta el método de ultrasonido, se muestran en la tabla 4.
Tabla 4. Velocidad de corrosión a corto plazo con datos del método de ultrasonido
|
Elemento |
Velocidad de corrosión (mm/Año) |
|
Cabezal A |
0 |
|
Cabezal B |
0,04 |
|
Rolo 1 |
0 |
|
Rolo 2 |
0,04 |
Los resultados de la velocidad de corrosión a corto plazo teniendo en cuenta la profundidad de los pitting empleando galgas, se muestran en la tabla 5.
Tabla 5. Velocidad de corrosión por profundidad de pitting
|
Elemento |
Velocidad de corrosión (mm/Año) |
|
Cabezal A Zona 1 |
0,5 |
|
Cabezal A Zona 2 |
1,0 |
|
Cabezal A Zona 3 |
0,5 |
|
Cabezal A Zona 4 |
0,5 |
|
Cabezal B Zona 1 |
0,4 |
|
Cabezal B Zona 2 |
0,6 |
3.1.4. Límite de retiro
El límite de retiro obtenido se muestra en la tabla 6.
Tabla 6. Límite de retiro
|
Elementos |
Espesor mínimo requerido (mm) |
|
Para el caso del cabezal elipsoidal |
6,66 |
|
Para el caso de la envolvente cilíndrica |
6,68 |
3.1.5. Vida remanente
Los valores determinados de vida remanente por corrosión se muestran en la tabla 7.
Tabla 7. Vida remanente
|
Método |
Vida remanente (año) |
|
Según la medición por ultrasonido |
80 |
|
Según la medición por Galgas |
1 |
4. Discusión
La batería de almacenamiento de GLP del Hotel Brisas Guardalavaca está compuesta por varios recipientes de 5 m³ dispuestos en paralelo para garantizar el suministro continuo al hotel. El recipiente 4 se seleccionó por presentar los daños externos más evidentes durante la inspección preliminar, por lo que puede considerarse representativo del escenario más desfavorable dentro de la batería (Rosenberger, 2024). En futuras campañas de inspección, la metodología aplicada en este trabajo puede extenderse al resto de los recipientes, permitiendo caracterizar de forma integral el comportamiento de corrosión en toda la instalación.
La selección de las ecuaciones (1), (2) y (3) responde a su uso estándar en la evaluación de recipientes a presión en servicio, ya que permiten transformar mediciones de espesores en parámetros de integridad operacional comparables con los criterios de inspección de API 510 (American Petroleum Institute, 2022). En presencia de pitting, su aplicación debe complementarse con la medición local de la profundidad de picaduras, porque el promedio de espesor puede subestimar la condición real del componente (Tai et al., 2025; Romero Lara y Brito Moncayo, 2023).
Los resultados muestran que el daño del recipiente no responde a una pérdida uniforme de espesor, sino a un proceso de corrosión localizada por pitting, concentrado en zonas específicas del cuerpo cilíndrico, cabezales y base (Viña-Rodríguez et al., 2021). Esta distribución explica la diferencia marcada entre la vida remanente estimada por ultrasonido (80 años) y la calculada a partir de la profundidad de picaduras (1 año), confirmando que la integridad del equipo está gobernada por defectos localizados y no por espesores promedio (Ginting et al., 2023; Abdulameer et al., 2024).
La comparación entre métodos evidencia la limitación del ultrasonido convencional cuando se aplica de forma aislada en corrosión localizada. Mientras registró tasas globales de 0-0,04 mm/año, la medición directa de pitting arrojó valores de 0,4-1,0 mm/año (Tai et al., 2025). Esta discrepancia demuestra que los espesores promedio subestiman la severidad real del daño en ambientes costeros, donde aerosoles marinos y retención de humedad favorecen picaduras profundas (O'Keeffe, 2024).
La inspección global identificó afectaciones en la base y zonas de contacto con apoyos, coherente con la corrosión localizada en áreas de difícil drenaje reportada en estudios de ambientes marinos (Castañeda et al., 2015; Viña-Rodríguez et al., 2021). Los puntos seleccionados representan las condiciones más severas dentro de una evaluación integral del recipiente (Rosenberger, 2024).
Los valores obtenidos deben interpretarse conservadoramente, priorizando el defecto más profundo. La discrepancia entre vida remanente global y local confirma la necesidad de integrar ultrasonido con mediciones directas de pitting y evaluación visual completa, para sustentar decisiones seguras de mantenimiento o retiro (API, 2022; Jarić et al., 2021; Shekari, 2017).
La vida remanente de 1 año estimada para las zonas críticas de pitting implica que el recipiente alcanzará el espesor mínimo requerido (6,66 mm en cabezales, 6,68 mm en cuerpo cilíndrico) en un plazo crítico, considerando la tasa de corrosión localizada de 0,4-1,0 mm/año. Esta condición eleva significativamente el riesgo de pérdida de contención, especialmente en generatrices inferiores y zonas cercanas a boquillas, donde las tensiones son máximas.
En una batería de recipientes conectados en paralelo, la falla catastrófica de uno puede propagar incendios por efecto dominó, comprometiendo instalaciones hoteleras y poniendo en peligro la vida de trabajadores y huéspedes (Ardila-Suarez et al., 2025). Se recomienda el retiro preventivo del recipiente 4 o la aplicación inmediata de reparaciones locales antes de que el espesor remanente descienda por debajo del límite admisible, priorizando la seguridad humana sobre la vida útil proyectada (API, 2022).
Los resultados obtenidos no solo confirman la importancia crítica de diferenciar entre corrosión generalizada y localizada en recipientes de GLP costeros, aportan también evidencia práctica para la toma de decisiones técnicas en entornos operativos reales. La marcada discrepancia entre la vida remanente estimada por métodos globales y la determinada por defectos puntuales subraya la necesidad de enfoques integrales de inspección que prioricen la seguridad estructural sobre estimaciones optimistas. A partir de esta contribución metodológica y técnica, se presentan las conclusiones principales y recomendaciones accionables para la gestión integral de baterías de almacenamiento en zonas de alta agresividad ambiental.
4.1. Recomendaciones ingenieriles
Inspección: Extender la metodología a los recipientes 1, 2 y 3 de la batería en los próximos 3 meses, priorizando medición directa de pitting en base, cabezales y generatrices inferiores.
Mantenimiento: Aplicar reparación local por soldadura en picaduras >2 mm de profundidad o recubrimiento epóxido en áreas con vida remanente <2 años, conforme API 510.
Mitigación: Implementar sistemas de separación física entre recipientes (muros cortafuegos) y mejora del drenaje en bases para reducir retención de humedad.
Retiro: Retirar preventivamente el recipiente 4 del servicio, sustituyéndolo por una unidad nueva o reparada en taller, dada su vida remanente crítica de 1 año y el riesgo de propagación en batería.
5. Conclusiones
El recipiente de GLP ubicado en zona costera presenta como mecanismo dominante la corrosión por pitting en la superficie externa, concentrada en cabezales, cuerpo cilíndrico y base, con distribución espacial heterogénea.
Las mediciones por ultrasonido (2022-2024) indican tasas globales de corrosión de 0-0,04 mm/año y vida remanente de ≈80 años, mientras que la medición directa de pitting revela tasas localizadas de 0,4-1,0 mm/año y vida remanente crítica de ≈1 año en las zonas más afectadas.
La integridad estructural está gobernada por la corrosión localizada y no por la pérdida uniforme de espesor, lo que limita la representatividad de los espesores promedio para evaluar la condición real del equipo.
Un evento de ruptura por pitting en el recipiente 4 podría desencadenar BLEVE en cadena en recipientes contiguos por efecto térmico radiactivo, comprometiendo toda la instalación hotelera.
Con tasas localizadas de 1,0 mm/año y espesores remanentes mínimos de 7,4-8,3 mm (2024), el recipiente alcanzará el espesor mínimo requerido (6,66-6,68 mm) en 7-16 meses, según la zona crítica más severa.
Referencias bibliográficas
Abdulameer, M.K., Almaliky, S.K., & Jaber, H. M. (2024). Remaining life determination of cylindrical oil pressure vessel using UT technique: Case study. Journal of Petroleum Research and Studies, 14(3), 52–69. https://doi.org/10.52716/jprs.v14i3.816
American Petroleum Institute. (2022). API Standard 510: Pressure vessel inspection code: In-service inspection, rating, repair, and alteration (11th ed.). https://www.api.org/products-and-services/standards/important-standards-announcements/tradeannouncement-api510
Ardila-Suarez, C., Lacoursière, P., Soucy, G., & Rego de Vasconcelos, B. (2025). Consequence of LPG-related hazards: Ensuring Safe Transitions to Cleaner Energy. Fuels, 6(2). https://doi.org/10.3390/fuels6020045
Brammertz (2026). Transductores para medición de espesores DA512. https://www.com/producto/transductores-para-medicion-de-espesores-3/
Castañeda, A., Fernández, D., Valdés, C., & Corvo, F. (2015). Estudio de la corrosión atmosférica en una zona estratégica de Cuba. Revista CENIC. Ciencias Químicas, 46, 14-25. https://www.redalyc.org/pdf/1816/181643224024.pdf
Ginting, R., Sinaga, P., & Siregar, D. (2023). Remaining life assessment and corrosion rate on storage tank T-106. International Journal of Engineering Trends and Technology, 71(1), 230–236. https://ijettjournal.org/Volume-71/Issue-1/IJETT-V71I1P230.pdf
Gómez, M. (2022). Evaluación de integridad de recipientes a presión de GLP estacionarios en servicio en base a la norma API 510, para conocer su vida útil. [Tesis Licenciatura, Universidad Nacional de Callao, Lima]. http://repositorio.undac.edu.pe/bitstream/undac/2594/1/T026_72795582_T.pdf
Gómez, R., & López, J. (2022). Evaluación de integridad mecánica mediante ultrasonido avanzado en columnas de destilación. Ingeniería Química y Procesos, 28(3), 112-125. https://ciencialatina.org/index.php/cienciala/article/view/7805
Jarić, M.S., Petronić, S., Budimir, N.J., Colić, K., & Jeremić, L.D. (2021). Analysis of the estimated remaining service life of gas rectification columns. Thermal Science, 25(5), 3813-3823. https://doi.org/10.2298/TSCI201214083
Lukeman, S., Adeniran, S., Chiem, T., & Titilayo, E. (2024). Corrosion control ad its application in marine environment. A review. Solid State Phenomena, 355. https://doi.org/10.4028/p-634sdl
Melchers, R.E., & Tan, M.Y. (2023). Long-term corrosion of abandoned offshore steel infrastructure. Corrosion Engineering, Science and technology, 5(8), 712-722. https://doi.org/10.1080/1478422X.2023.224871
Molina, M.L., Quito, B.G., & Vásconez, J.B. (2025). Reducción de riesgo por GLP en el barrio El Boliche: Un plan de capacitación para disminuir emergencias. Metropolis. Revista de Estudio Universitarios Globales, 6(1), 2057-2097. http://metropolis.metrouni.us/index.php/metropolis/article/view/197
Moreira, M.J., & Borges, M.F. (2022). Assessment of electrochemical machining-induced pitting geometry on fatigue performance of flexible pipes’ tensile armor wires. Results in Engineering, 15, 100485
O'Keeffe, J. (2024). Water storage and emerging challenges in a changing climate. National Collaborating Centre for Environmental Health. https://ncceh.ca/resources/evidence-reviews/water-storage-and-emerging-challenges-changing-climate
Romero Lara, D.F., & Brito Moncayo, G.D. (2023). Ultrasonido Industrial Aplicado en Ensayos no Destructivos para la Evaluación de Integridad Mecánica de Líneas y/o Recipientes a Precisión en la Industria Petrolera Orientado hacia la Ciber Resiliencia. Ciencia Latina Revista Científica Multidisciplinar, 7(5), 1298-1318. https://doi.org/10.37811/cl_rcm.v7i5.7805
Rosenberger, M. (2024). Variabilidad de espesor y vida remanente en recipientes de calderas. [Tesis Doctoral, Universidad Nacional de Misiones]. https://www.fceqyn.unam.edu.ar/doctoradoaplicadas/images/2024/ROSENBERGER.pdf
Shekari, E. (2017). Risk-based evaluation of pipping corrosion in process facilities. [Tesis Doctoral, Memorial University of Newfoundland]. https://memorial.scholaris.ca/items/19c6fc82-602e-4922-bcd3-82c2106e5d65
Silva, J.A. (2023). Plan de inspección y reparación para mejorar la seguridad operativa del proceso de almacenamiento de GLP en una empresa petrolera, Piura. [Tesis Doctoral, Universidad César Vallejo]. https://hdl.handle.net/20.500.12692/137024
Sun, Y., Tan, X., Lan, R., Ran, G., Li, J., & Jiang, Y. (2024). Mechanisms of inclusion-induced pitting of stainless steels: a review. Journal of Materials Science & Technology, 168, 143-156. https://www.jmst.org/EN/10.1016/j.jmst.2023.06.008
Tai, J.L., Hameed Sultan, M.T., & Shahar, F.S. (2025). Comparative Analysis of Ultrasonic Inspection Techniques for Corrosion Monitoring in Petrochemical Plants Using Analytic Hierarchy Process (AHP). Pertanika Journal of Science & Technology, 33(3). https://doi.org/10.47836/pjst.33.3.16
Tian, H., Cui, Z, Zhang, B, yang, w., Yang, Y., & Cui, H. (2024). Atmospheric corrosion and mechanical property degradation of high-strength 2524-T3 auminium alloy in marine environments. Corrosion Science, 239, 111678. https://doi.org/10.1016/j.corsci.2024.112398
Venegas-Vásconez, D., Ayabaca-Sarrín, C., Reina-Guzmán, S., Tipanluisa-Sarchi, L., & Farías-Fuentes, Ó. (2024). Una revisión sobre lineamientos de diseño y dimensionamiento. Ingenius. Revista de Ciencia y Tecnología, 31, 81-94. https://doi.org/10.17163/ings.n31.2024.07
Venegas-Vásconez, D., Venegas-Zabala, G., Peñafiel-Zuñiga, M., Pilataxi-Muñoz, W, Gómez-Guerra, A. Miranda Salazar, M.S., & Vasquez Sandoval, C. (2026). Assessing safety and compliance in commercial LPG System: A Critical Diagnosis from the Ecuadorian Regulatory framework. Urban Science, 10(2). https://doi.org/10.3390/urbansci10020114
Viña-Rodríguez, J., Castañeda-Valdés, A., & Valdés-Clemente, C. (2021). Corrosión atmosférica. Conceptos básicos y experiencias obtenidas en el clima tropical costero de Cuba. Revista CENIC Ciencias Químicas, 52(2). http://scielo.sld.cu/scielo.php?script=sci_arttext&pid=S2221-24422021000200121
Zhan, Y.H., Sun, Y.N., Fanb, X.J., Liao, B.K., Deng, C.M., Li, S.J., Wang, C., Xv, Y.F., Li, K., & Lvb, Z. (2025). Corrosion behavior of WC-NiMoCrFeCo coating in seawater environment. Positive corrosion inhibition of a novel dynamic reaction product. Chemical Engineering Journal, 507. https://doi.org/10.1016/j.cej.2025-160568
Conflicto de intereses: Los autores declaran que no existen conflictos de intereses.
Contribución de autoría según taxonomía CRediT
Julio Cesar Rizo Pérez: Conceptualización/ Supervisión/Análisis formal.
Angela Cantos Macías: Metodología/Validación.
Isabel X. García Rodríguez: Metodología/Redacción-borrador original /Supervisión.
Manuel Cantos Macías: Conceptualización/ Redacción – revisión y edición